首届“新沂市职业技能大赛”焊工技能赛项竞赛规程
发布时间:2018-01-30 浏览量:3627一、竞赛项目及内容
1.本届技能竞赛,焊工只设职工组,且均为个人竞赛项目。
2.竞赛分为理论知识和操作技能两部分。其中:
(1)理论知识竞赛采取笔试方式进行,卷面总分100分。限定完成时间:60分钟。
(2)操作技能竞赛以现场实际操作的方式,按图纸要求完成试件焊接,详见表一。限定完成时间:110分钟(包括试件的打磨和组对时间)。
二、技能操作竞赛场地
1.每个工位的面积和工位数应满足施焊操作需要;
2.电路和气路系统及其所有插座、插头、接口等均应牢固和安全可靠;
3.赛场和工位内应有排烟除尘设施,保证通风排烟效果良好且不得影响焊接质量。
三、竞赛用设备、焊材
焊机型号:ZX7-400STG (手工/氩弧焊机) ; 厂家:山东奥太
焊材:焊条型号 E5015;规格:Ф2.5 mm、Ф3.2mm、Ф4mm;
氩弧焊丝型号ER50-6(TIG-50); 规格:Ф2.5mm 。 厂家:大西洋。
表一 焊工操作技能竞赛项目及内容
|
比赛项目 |
钢号 |
试件规格(mm) |
焊接方法 |
焊材型号、规格(mm) |
坡口角度 |
|
板对接仰面焊 (4G) |
Q235 |
300×125×12 (两件) |
焊条电弧焊 (SMAW) |
E5015 Ф2.5、Ф3.2和Ф4.0焊条任选 |
单侧: 30°±1° |
|
管对接固定焊 (2G、5G、6G)现场抽签任选一项 |
20# |
Ф42×5×100 (两件) |
手工钨极氩弧焊 (TIG) |
ER50-6或TIG-50Ф2.5 |
单侧: 30°±1° |
试件示意图:
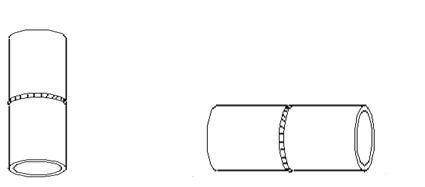
(2G) (5G)

(6G) (4G)
四、技术要求
1.竞赛试件的施焊均为对接固定位置单面焊双面成形。
2.按示意图组对试件。
3.试件的组对定位焊和固定要求如下:
(1)试件组对时定位焊的焊接方法和焊接材料应与试件的正式施焊相同。
(2)板对接焊试件定位焊应在两端的坡口内,定位焊长≤20mm,不允许用夹具和定位板固定试件,对接板两端不允许加引弧和收弧板。
(3)管子对接焊试件的定位焊的定位焊在正面坡口内,定位焊点数不得超过一点且长度≤10mm。对5G和6G管,定位焊不得置于5-7点钟位置。
(4)试件焊接时焊缝的最高点不得超过1.2m,焊接过程中焊件不得取下、移动或任意改变焊接位置。
4.组对时试件的间隙、钝边和反变形均由参赛选手自定。
5.试件的焊接方向作如下规定:
(1)板件的打底层和盖面层不得从中间向两端或由两端向中间施焊,其它层的施焊方向不作规定。
(2)管件水平固定焊时两半圆均应自下而上焊接。
6.所有焊接材料均应符合现行国家相关标准,且焊条赛前应按要求进行烘焙。
7.试件的检验要求:
(1)每一试件均作焊缝外观检验和内部射线检测,满分100分,外观和内部射线检测各占50分。
(2)板件焊缝两端各20mm不作外观和射线检测评分。
8.参赛选手自备工具清单(所有工具自带)
(1)面罩(含护目镜片)、手套、无任何标识的白色帆布工作服、鞋、帽以及防护眼镜等劳动防护用品;
(2)锤子、凿子、锉刀、钢丝刷、砂纸、钢锯条、手电筒、活动扳手、电动磨光机等工具;
(3)直尺、角度尺、样板、等量具;
(4)石笔、夹紧器等手工定位工具;
(5)铈钨棒(Ф2.5mm)
注:不得自带氩弧焊枪及电焊钳。
9.试件的打磨、组对和焊接全部在各自工位上进行。电动磨光机只允许用于竞赛开始时试件的除锈、坡口修磨和定位焊修磨,不允许用于焊接过程中的焊道(层间)清理和焊缝表面清理。
10.竞赛试件施焊完毕,选手应将试件表面的焊渣、飞溅等清理干净(不得使用电动工具),但不得破坏试件焊缝的原始表面,且焊缝的正、反表面均不准修复补焊。否则,所涉及的焊缝均判为0分。
11.参赛选手不得用任何方法在竞赛试件上做任何标记,赛场裁判和评分裁判应严格检查。对故意做标记的试件一律判废,该违规参赛选手的操作技能总分判为0分。
附件:
首届“新沂市职业技能大赛”焊工操作技能试件评分标准
根据技术文件要求,对每一竞赛试件均从外观和内部质量两方面进行评分。其中,外观和内部质量各占50分。
一、焊缝外观检验评分标准:
板件和管件焊缝外观评分表均按满分50分配分,具体评分内容及标准详见评分表。
二、RT无损检测评分标准
1.内部RT检测质量等级的评定按JB/T4730-2005标准执行。
2.试件RT评分标准:
(1)质量等级评定区内评分标准(按焊缝评定):
(2)Ⅰ级片无缺陷:得分为30分;
(3)Ⅰ级片有缺陷:按每一点缺陷从30分中扣0.5分计算得分;
(4)Ⅱ级片:得分为20分;
(5)Ⅲ级片:得分为10分;
(6)Ⅳ级片:得分为0分。
注:① 管子内凹按长度评级
② 管对接试件焊缝拍片两张,按其中最低质量等级作为该道焊缝的计分。不得取多张片的平均分数作为该道焊缝的计分。
(7)质量等级评定区以外缺陷扣分标准:
① 尺寸≤0.5mm的圆形缺陷,每1个,扣0.2分;
② 尺寸>0.5mm,≤1mm的圆形缺陷,每1个,扣0.5分;
③ 尺寸>1mm,换算成点数扣分,每点扣0.5分
④ 单个条状缺陷(含内咬边):
a)长度>1,≤2mm的,扣1分;
b) 长度>2,≤3mm的,扣1.5分;
c) 长度>3,≤4mm的,扣2分;
d) 长度>4mm的,扣3分。
e)焊瘤按个数扣分,一个扣1分。
注:每一焊缝底片质量等级评定区以外的缺陷累计扣分不超过5分。
每一焊缝射线检测最终得分为:该道焊缝质量等级得分减去质量等级评定区以外缺陷的累计扣分。
表1 首届“新沂市职业技能大赛”焊工板件外观质量评分表
明 码: 板对接(4G δ12)
|
检查项目 |
标准 分数 |
焊 缝 等 级 |
检测结果 |
得分 |
|
||||
|
Ⅰ |
Ⅱ |
Ⅲ |
Ⅳ |
|
|||||
|
焊缝余高 |
标准(mm) |
0~2 |
>2,≤3 |
>3,≤4 |
>4 |
|
|
|
|
|
|
|||||||||
|
分 数 |
8 |
5 |
3 |
0 |
|
||||
|
焊缝 高低差 |
标准(mm) |
≤1 |
>1,≤2 |
>2,≤3 |
>3 |
|
|
|
|
|
|
|||||||||
|
分 数 |
5 |
3 |
1 |
0 |
|
||||
|
焊缝宽度 |
标准(mm) |
17~19 |
>19,≤20 |
>20,≤21 |
>21 |
|
|
|
|
|
|
|||||||||
|
分 数 |
6 |
4 |
2 |
0 |
|
||||
|
焊缝 宽度差 |
标准(mm) |
≤1 |
>1,≤2 |
>2,≤3 |
>3 |
|
|
|
|
|
|
|||||||||
|
分 数 |
4 |
3 |
2 |
0 |
|
||||
|
咬边 |
标准(mm) |
0 |
深度<0.5 长度≤15 |
深度≤0.5 长度≤30 |
深度>0.5 或长度>30 |
|
|
|
|
|
|
|||||||||
|
分 数 |
10 |
7 |
5 |
0 |
|
||||
|
背面焊缝 凸出 |
标准(mm) |
0~1 |
>1,≤2 |
>2,≤3 |
>3 |
|
|
|
|
|
|
|||||||||
|
分 数 |
4 |
3 |
1 |
0 |
|
||||
|
背面焊缝 凹陷 |
标准(mm) |
0 |
深度<0.5 长度≤15 |
深度≤0.5 长度≤30 |
深度>0.5 或长度>30 |
|
|
|
|
|
|
|||||||||
|
分 数 |
4 |
3 |
1 |
0 |
|
||||
|
角变形量 |
标准(mm) |
<1 |
≥1,≤2 |
>2,≤3 |
>3 |
|
|
|
|
|
|
|||||||||
|
分 数 |
4 |
2 |
1 |
0 |
|
||||
|
正面焊缝 成形 |
标准 (mm) |
优 |
良 |
一般 |
差 |
|
|
|
|
|
分 数 |
5 |
3 |
1 |
0 |
|
||||
|
配分合计 |
50 |
小计得分 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
注:1.有下列情况之一者,该道焊缝判为0分,且不再作射线检测:
⑴.焊接位置、焊接方法和焊接材料,其中任一种与技术文件要求不符;
⑵.违反赛场纪律,规定判为0分; ⑶.焊缝未完成;
⑷.焊缝表面出现气孔、夹渣、裂纹、未熔合、烧穿和焊瘤缺陷。
2.焊缝正表面低于母材表面深度<0.5mm,外观质量评为0分,深度≥0.5mm时视为未完成。
裁判员签名: 日期: 裁判组长签名: 日期
表2 首届“新沂市职业技能大赛”焊工管件外观评分表
明码: 管对接(Φ42×5 )
|
检查项目 |
标准分数 |
焊 缝 等 级 |
检测结果 |
得分 |
|||
|
Ⅰ |
Ⅱ |
Ⅲ |
Ⅳ |
||||
|
焊缝余高 |
标准 (mm) |
0~1 |
>1,≤2 |
>2,≤3 |
>3 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
焊缝高低差 |
标准 (mm) |
≤0.5 |
>0.5,≤1 |
>1,≤2 |
>2 |
|
|
|
分 数 |
3 |
2 |
1 |
0 |
|||
|
焊缝宽度 |
标准 (mm) |
7~9 |
>9,≤10 |
>10,≤11 |
>11 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
管内余高 |
标准 (mm) |
Φ31 球通过 |
Φ29 球通过 |
Φ27 球通过 |
Φ27 球不通过 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
焊缝宽度差 |
标准 (mm) |
≤0.5 |
>0.5,≤1 |
>1,≤2 |
>2 |
|
|
|
分 数 |
3 |
2 |
1 |
0 |
|||
|
咬 边 |
标准 (mm) |
0 |
深度<0.5 长度≤10 |
深度≤0.5 长度≤20 |
深度>0.5 或长度>20 |
|
|
|
分 数 |
6 |
4 |
2 |
0 |
|||
|
角变形量 |
标准 (mm) |
0 |
≤1.5 |
≤3 |
>3 |
|
|
|
分数 |
3 |
2 |
1 |
0 |
|||
|
焊缝外 表面成形 |
标准 (mm) |
优 |
良 |
一般 |
差 |
|
|
|
分数 |
3 |
2 |
1 |
0 |
|||
|
配分合计 |
30 |
小计得分 |
|
||||
注:1.有下列情况之一者,该道焊缝判为0分,且不再作射线检测:
⑴.焊接位置、焊接方法和焊接材料,其中任一种与技术文件要求不符;
⑵.违反赛场纪律,规定判为0分;
⑶.焊缝未完成;
⑷.焊缝表面出现气孔、夹渣、裂纹、未熔合和焊瘤缺陷。
2.焊缝外表面低于母材表面深度<0.5mm,外观质量评为0分,深度≥0.5mm时视为未完成。
裁判员签名: 日期 裁判组长签名: 日期
表3 首届“新沂市职业技能大赛”焊工试件RT检测评分表
密码号
|
序 号 |
焊缝编号及名称 |
试件规格(mm) |
拍片张数 |
评片级别 |
评定区外扣分 |
得 分 |
|
|
1 |
管对接( G) |
Φ42×5 |
2 |
|
|
|
|
|
2 |
板对接(4G) |
300×125×12 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
备 注 |
|
合计得分 |
|
||||
|
裁 判 |
评片人:
日期: |
审核人:
日期: |
|||||
|
|
|
|
|
|
|
|
|