黑龙江省职业院校第三届焊接技能大赛竞赛规程
发布时间:2018-01-30 浏览量:44181 竞赛章程
1.1 组织机构
大赛组委会名单:
名誉主任:杨晓明(黑龙江省教育厅高等教育处处长)
主 任:王明海(黑龙江省机械制造类教学指导委员会主任)
副主任:孙百鸣(哈尔滨职业技术学院教务处处长)
李长威(哈尔滨华德学院机电与汽车学院常务副院长)
山 颖(黑龙江省机械制造类教学指导委员会秘书长)
赵 岩(黑龙江省高职高专焊接专业教指委主任)
杨淼森(黑龙江省高职高专焊接专业教指委秘书)
竞赛组委会由黑龙江省教育厅,黑龙江省高职高专焊接专业教学指导委员会,哈尔滨华德学院、企业集团等有关领导共同组成。竞赛组委会全面负责竞赛的整体安排和组织管理、指导组委会办公室和监察仲裁组的工作、对竞赛期间的重大事项进行决策、对竞赛的各项组织和赛务工作进行监督检查、审批确认竞赛成绩。
竞赛组委会下设组委会办公室和监察仲裁组。
组委会办公室
主 任:赵 岩
副 主任:李长威 付君伟 程延昭
委 员:杨德云 吴常正 刘长江 李志强 张振华 隗东伟 韩雪飞 胡福志
组委会办公室设在哈尔滨华德学院,具体负责竞赛的组织安排和日常管理工作。主要包括制定竞赛的具体方案及实施计划,并组织和监督实施。
1)会务组
组 长:李长威
副组长:杨德云
组 员:吴常正 石南辉 郝亮 崔元彪 刘贤武 2名学生
会务组负责竞赛的场地筹备、会务预决算、对外联络、媒介宣传、会务接待、赛务安全等项工作。主要包括在竞赛前根据竞赛的规模准备技能操作竞赛场地,落实设备、材料、记录表、报告单等文件资料,会务接待,竞赛赛务指南、胸卡的制作和发放,赛事宣传等工作。会务组下设3个工作组:
① 文秘宣传组
负责文件资料收集、装袋、发放工作;媒介宣传筹划、新闻通稿准备、媒体记者的邀请与接待、赛事的影像采播及编辑存档等工作;证书、标志的制作和发放工作;开幕式、闭幕式的筹备组织工作;与会领导、贵宾的邀请及接待工作。
② 安全保卫组
负责竞赛期间健康和安全事务。主要包括检查竞赛场地、与会人员居住地、车辆交通及其周围环境的安全防卫;制定紧急应对方案;督导竞赛场地用电、用气等相关安全问题;监督与会人员食品安全与卫生;分析和处理安全突发事件等工作。
2)裁判组
裁判组组长:李学军(黑龙江省建筑安装公司教授级高工)
组 员:钱强(哈尔滨焊接培训中心主任教授级高工)
赵宏图(哈尔滨简称机械厂罐车分厂经理高工)
裁判组在组委会办公室的领导下,负责相关赛务工作。主要包括参与制定竞赛内容、竞赛规则、评分标准及相关竞赛技术性文件;负责竞赛场地、设备等的检验;负责整个竞赛的执裁工作和竞赛成绩的汇总、审核、报批、发布。
裁判组设裁判长一名,裁判员若干名。
裁判组的职责如下:
①负责有关赛务工作安排。主要包括负责竞赛场次安排及选手抽签工作。
②负责竞赛现场的检录、监考工作,主要包括:核对选手证件;维护赛场纪律;控制竞赛时间;记录赛场情况,做好监考记录;纠正违规选手,情节严重者及时向裁判长报告;按程序与选手一起对实际操作试件封闭密码号并向保密组移交,核查实际操作竞赛使用材料、设备;监督焊材烘干、装筒、发放;参与竞赛的抽签工作。
③按照竞赛规则负责竞赛全过程的保密工作。
④负责竞赛试件的外观评判、成绩复核和汇总工作;
3)保密组
组长:吴常正
成员:石南辉 刘贤武
保密组的职责如下:
①负责参赛选手密码(暗码)的抽签记录和保管;
②负责试件打钢印和焊后复盖钢印;
③负责试件明码的编写;
④负责试件暗码的揭开、核对和记录。
4)监察仲裁组
总 监:赵 岩
副总监:李长威 付君伟 程延昭 杨淼森
受组委会委托,对各项赛事工作进行监督检查,接受各参赛代表队的投诉和申诉,并代表组委会进行仲裁,其裁决决定是本届竞赛最终裁决。
1.2 报名办法
1.参赛选手:高职院校在籍的全日制高职学生,中职学校在籍学生,但中职学生与高职学生一起比赛,不单独分组。
2.报名时间:报名时间:2013年9月27日至10月30日。2013黑龙江省高职院校焊接技能大赛组委会办公室(哈尔滨华德学院机电与汽车工程学院),请各校做好学生的参赛报名工作,尽快将报名回执表返回,以便安排比赛。
3.报名方式:现场报名、电话报名、邮件报名均可。(建议用邮件报名)
4.组委会联系方式:
联系人:
杨淼森 电话:86663104 手机:13946058652 Email:1093800531@qq.com
杨德云 手机:13936392956 Email:ydeyun@126.com
5.参赛组队:各院校以学校为代表队参赛,如果学校只有高职学生,只限报一个代表队,允许2个学生参赛;如果学校既有高职学生又有中职学生,可以报高职2个学生,中职2个学生。请各院校一定要严格把好选手资格审查关,如发现参赛选手资格不符,大赛组委会将取消其参赛资格,对赛后发现者将取消其获奖荣誉并追回证书,同时对相关责任人员及单位进行通报批评。参赛人员竞赛当天须携带本人身份证、学生证等有效证件。
每个院校指导教师原则上不超过2人,领队1人。
1.3 决赛地点与时间安排
黑龙江省职业院校第三届焊接技能大赛地点为哈尔滨华德学院,时间为2013年11月22~23日。
乘车路线:火车站乘74路、88路到公路大桥,再换乘213路到华德学院下车即是。
具体时间安排见附录B。
1.4 抽签办法
1.本次抽签分为抽签顺序号抽取和比赛场次工位抽取两部分。各参赛队领队首先抽取本队抽签顺序号,然后参赛选手按照领队抽取的抽签顺序号抽取本人选手证号、实际操作竞赛的场次和工位号。其中选手证号(按学员报道先后登记的顺序号)在竞赛评判过程中是参赛选手的密码号,与焊工实操考试试件的钢印号为同一号码。
2.抽签时间见日程安排附录B,抽签地点为哈尔滨华德学院汽配楼Q316。
3.抽签由裁判长主持,具体程序依次为:
1)由领队按照各参赛代表队报名顺序依次抽取本队选手抽签顺序号。
2)由各参赛选手按照1)的抽签顺序结果和选手报名表顺序依次上场抽取本人选手证号、实际操作竞赛的场次。
3)抽签时两名选手同时上场,一名抽签时另一名由赛务组裁判员检查核对选手身份证进行准备。
4)选手抽签完成后,工作人员即时打印出抽签单,并由监考组裁判员核对抽签单与选手所抽取的结果是否一致。经监考组裁判员核对无误的抽签单,由工作人员盖章并在分割线处裁成两份,一份交选手作为参赛凭证,一份留赛务组存底。
5)选手抽签全部完成后,打印各场次的参赛选手名单,一式3份;一份交协办单位考场负责人,一份交监考组组长,一份交裁判长。
1.5 成绩评定办法
1.以实际操作项目总得分高者排名靠前;
2.当1评分相同时,焊工以用时少者排名靠前;
3.当以上均不能确定时,由裁判长进行裁定。
1.6 申诉与仲裁
1.申诉
1)当参赛选手对裁判的判罚有异议时,可提出申诉。
2)参赛选手的申诉须由本代表队领队在所申诉事件发生后6小时内以书面形式向竞赛监察仲裁组提出,申诉单需按照附录C-1的格式和内容填报。
2. 仲裁
1)监察仲裁组负责受理选手的申诉,并将处理意见在4小时内以书面形式送达提出申诉的领队及当事人。申诉处理单须按照附录C-2的格式和内容填报。
2)监察仲裁组的裁决决定为最终裁决。
1.7 其他
本工作文件解释权属黑龙江省高职高专焊接专业教学指导委员会。
2 竞赛内容及评判标准
2.1 焊接技能大赛比赛要求
1.参赛选手应按规定穿戴劳动保护用品,在正式比赛前25分钟凭比赛抽签单领取各自项目的试件和焊材,在组对前应检查是否符合要求,若有异议,请求裁判长裁定。
2.试件施焊全部采用单面焊双面成形技术,在施焊过程中不准使用角磨机(层间清理焊渣除外)。项目一和项目二的比赛时间均为60分钟。
3.焊接设备为直流电弧焊机与CO2气体保护焊机两用焊机型号为E-350(凯尔达厂家生产)。焊接材料为焊条 E5015,规格Φ2.5、Φ3.2、Φ4.0;CO2气体保护焊焊丝ER50-6,规格Φ1.2;瓶装纯度为99.5%的CO2气体。焊机、焊枪、焊钳、焊帽子、焊把线等设备均由承办方统一提供。选手可自备锤子、扁铲、锉刀、钢丝刷、砂布、锯条、手电筒、磨光机、活动扳手等工具。
4.试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,比赛试件高度可由参赛选手根据身高自定。管试件固定后不得再变换位置和方向。如遇清理焊缝使试件移位,应在监考人员监督下恢复原位。
2.2 竞赛内容
1.焊接技能大赛项目实际操作图
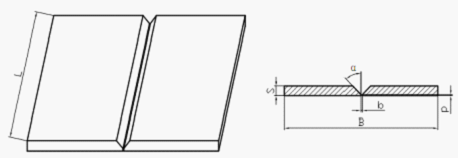
1)项目一:平板对接平焊位置1G焊条电弧焊(SMAW)
材质:Q235,S=12mm,α:32°±2°,B=240mm,L=300mm,b和p自定,反变形量自定。
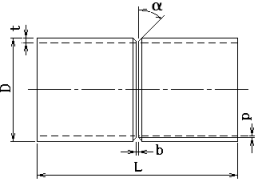
2)项目二:管管对接水平固定焊位置5G CO2气体保护焊(GMAW)
材质:20﹟,D=108mm,t=6mm,L=240mm,α=45°,b和p自定。
2.竞赛所用的焊接材料、焊接设备由承办单位提供,竞赛指定焊接材料、焊接设备见表1、2、3。
表1 低碳钢结构件材料清单
|
序号 |
材料 |
尺寸 |
数量 |
|
项目一 |
Q235 |
120×300×12 |
2 |
|
项目二 |
20﹟ |
Ф108×120×6 |
2 |
表2 竞赛指定用的焊材厂家及其提供的材料
|
焊 条 |
气体 |
CO2实心焊丝 |
||||
|
规格 |
型号 |
规格 |
成分 |
纯度 |
规格 |
型号 |
|
2.5 |
E5015 |
瓶装 |
二氧化碳 |
99.5% |
1.2 |
ER50-6 |
|
3.2 |
||||||
|
4.0 |
||||||
表3 竞赛指定用的焊接设备厂家及其提供的设备
|
焊接设备厂家 |
型号 |
备注 |
|
凯尔达 |
E-350 |
直流电弧焊机与CO2气体保护焊机两用焊机 |
3.其余所需的材料和设备皆由竞赛协办单位统一提供。
4.操作规定
1)组对规定
①组对时试件的间隙、钝边、反变形,均由参赛选手自定。
②定位焊应采用与正式焊接相同的焊接方法和焊接材料,焊材规格由参赛选手自定。
③板的定位焊在坡口内的两端,定位焊缝最长15mm,对接板两端不允许加引弧板和引出板。
④管的定位焊在正面坡口内,定位焊点数不得超过三点,定位焊缝最长15mm。
⑤试件在组对过程中出现问题,由参赛选手自己修复,不得调换。
2)上架固定规定
①管组件上架固定时,应在焊接开始前标记12点钟的位置,定位焊不准设在仰焊位置(即5-7点钟位置)。
②每个试件上架固定完成,举手示意裁判员按照规定检查确认。
③未经监考裁判检查合格认可的上架固定试件,参赛选手擅自焊接的,该试件判为0分。
3)施焊操作规定
①除角焊缝外,其他焊缝均采用单面焊双面成形完成。
②试件焊接时,焊缝最高点距地面不得超过1.2米。
③焊接过程中,试件不准取下、移动或改变焊接位置。
④管对接45°固定焊应采用两半圆自下而上焊接。
⑤违反上述规定,该试件判为0分。
4)打磨及焊缝清理规定
①所有根部焊道背面和盖面焊道表面,不允许打磨。
②盖面焊道焊接前,允许使用打磨工具。
③角焊缝组件焊接前,表面允许打磨,但预制角度不能改变。
④项目一和项目二的焊接件,焊缝表面均可用钢丝刷清理。
5)操作完成后,参赛选手应按规定认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形。
5.赛场规则
1)参赛选手在竞赛前10分钟,凭竞赛抽签单和身份证进入考场。
2)参赛选手在竞赛前10分钟,到工位检查下列事项:
①焊机是否完好;
②焊材是否齐全;
③试件是否齐全;
④试件上的钢印号是否与选手证号一致;
⑤试件尺寸偏差;
检查无误后,由监考裁判和参赛选手双方签字确认。
3)参赛选手迟到15分钟以上时,将不得入场,按自动弃权处理。
4)参赛选手可按规定携带必备物品,开赛后不得相互借用工具。
5)除规定允许携带的物品外,其他物品一律不得带入赛场。
6)监考裁判发出开始竞赛的时间信号后,参赛选手方可进行打磨、组对等操作。
7)参赛选手要严格按赛会发放的材料和指定的规格进行操作。
8)参赛选手不得在试件上作任何标记。
9)参赛选手只能在竞赛配发的专用试板或试管上进行试焊,不准在工位配备的工装夹具上试焊工艺参数。
10)施焊过程中,参赛选手若将试件焊废,监考裁判员不予补发,但允许选手在竞赛时间内自行手工修复,焊缝的正、反表面不准修复补焊。
11)由于停电等不可抗拒因素影响操作时,参赛选手应及时提出,由裁判长负责处理。
12)竞赛期间,参赛选手可吃饭、休息、饮水、上洗手间,其耗时一律计算在操作时间内。
13)参赛选手必须独立完成所有项目,除征得裁判长许可,否则严禁与其他选手、与会人员和本单位裁判交流接触。
14)竞赛期间,参赛选手遇有问题应向监考裁判反映,得到监考裁判同意方可暂停竞赛,否则时间照计。
15)竞赛期间,参赛选手应严格按照劳动保护规定穿戴劳保防护用品,并严格遵守安全操作规程,接受裁判员、现场技术服务人员的监督和警示,确保设备及人身安全。
16)竞赛期间,参赛选手应爱护赛场设备,不得人为损坏设备。停止操作时,应关闭设备电源及气瓶阀门。
17)操作完成后,参赛选手应举手示意监考裁判记录技能竞赛实际时间,以备成绩相同时排序需要。
18)操作完毕,参赛选手应将试件交监考裁判检查,经检查清理合格后,由工作人员会同监考裁判、参赛选手在工位内将试件封号,并在竞赛监考记录表上由监考裁判和参赛选手双方签字确认。
19)监考裁判发出结束竞赛的时间信号后,参赛选手应立即停止操作,依次有序地离开赛场。
20)选手考后离开工位要做到 “工完料尽场地清”,做好安全文明施工工作,对未清理现场的选手在总成绩上减3分。
21)赛场内除指定的监考裁判、工作人员外,包括新闻宣传人员等在内的其他人员须经组委会同意并佩戴相应的标志方可进入。
本表适用于平板对接焊1G(SMAW),板厚S=12mm。满分100分。
|
检查项目 |
评判标准及得分 |
评判等级 |
测评数据 |
实得分数 |
备注 |
|||
|
I |
II |
III |
IV |
|||||
|
焊缝余高 |
标准(mm) |
0~1 |
>1,≤2 |
>2,≤3 |
>3,<0 |
|
|
|
|
分数 |
10 |
6 |
4 |
0 |
||||
|
焊缝余高差 |
标准(mm) |
≤1 |
>1,≤2 |
>2,≤3 |
>3 |
|
|
|
|
分数 |
8 |
6 |
2 |
0 |
||||
|
焊缝宽度 |
标准(mm) |
>16,≤20 |
>20,≤21 |
>21,≤22 |
≤16,>22 |
|
|
|
|
分数 |
6 |
4 |
2 |
0 |
||||
|
焊缝宽窄差 |
标准(mm) |
≤1.5 |
>1.5,≤2 |
>2,≤3 |
>3 |
|
|
|
|
分数 |
8 |
4 |
2 |
0 |
||||
|
气孔 |
标准(mm) |
0 |
气孔≤Φ1.5数目:1个 |
气孔≤Φ1.5数目:2个 |
气孔>Φ1.5或数目>2个 |
|
|
|
|
分数 |
10 |
6 |
4 |
0 |
||||
|
咬边 |
标准(mm) |
0 |
深度≤0.5且长度≤15 |
深度≤0.5长度>15,≤30 |
深度>0.5或长度>30 |
|
|
|
|
分 数 |
12 |
8 |
4 |
0 |
||||
|
未焊透 |
标准(mm) |
0 |
深度≤0.5且长度≤15 |
深度≤0.5长度>15,≤30 |
深度>0.5或长度>30 |
|
|
|
|
分 数 |
8 |
4 |
2 |
0 |
|
|
|
|
|
背面焊缝凹陷 |
标准(mm) |
0 |
深度≤0.5且长度≤15 |
深度≤0.5长度>15,≤30 |
深度>0.5或长度>30 |
|
|
|
|
分 数 |
8 |
4 |
2 |
0 |
||||
|
错边量 |
标准(mm) |
0 |
≤0.7 |
>0.7,≤1.2 |
>1.2 |
|
|
|
|
分 数 |
6 |
4 |
2 |
0 |
||||
|
角变形 |
标准(mm) |
0~1 |
≥1,≤3 |
>3,≤5 |
>5 |
|
|
|
|
分 数 |
6 |
4 |
2 |
0 |
||||
|
焊缝正面外表成形 |
标准(mm) |
优 |
良 |
一般 |
差 |
|
|
|
|
成形美观,焊纹均匀细密,高低宽窄一致 |
成形较好,焊纹均匀,焊缝平整 |
成形尚可,焊缝平直 |
焊缝弯曲,高低宽窄明显,有表面焊接缺陷 |
|
|
|
||
|
分 数 |
10 |
6 |
4 |
0 |
|
|
|
|
|
电弧擦伤 |
标准(处) |
无 |
有 |
|
|
|
|
|
|
分 数 |
8 |
0 |
|
|
|
|
|
|
|
注:焊缝正两面有裂纹、夹渣、未熔合等缺陷、焊缝未盖面、焊缝表面及根部(反面)经修补或试件做舞弊标记的,该项作0分处理; |
||||||||
1.气孔检查可采用5倍放大镜。
本表适用于管管对接5G(GMAW),壁厚t=6mm。满分100分。
|
检查项目 |
评判标准及得分 |
评判等级 |
测评数据 |
实得分数 |
备注 |
|||||
|
I |
II |
III |
IV |
|||||||
|
正面
|
焊缝余高 |
标准(mm) |
0~1 |
>1,≤2 |
>2,≤3 |
﹥3,<0 |
|
|
|
|
|
分数 |
10 |
6 |
2 |
0 |
||||||
|
高低差 |
标准(mm) |
0~1 |
﹥1,≤2 |
﹥2,≤3 |
﹥3 |
|
|
|
||
|
分数 |
10 |
6 |
2 |
0 |
||||||
|
焊缝宽度 |
标准(mm) |
﹥14,≤17 |
﹥17,≤18 |
﹥18,≤20 |
≤14,﹥20 |
|
|
|
||
|
分数 |
10 |
6 |
2 |
0 |
||||||
|
宽窄差 |
标准(mm) |
0~1 |
﹥1,≤2 |
﹥2,≤3 |
﹥3 |
|
|
|
||
|
分数 |
14 |
10 |
6 |
0 |
||||||
|
咬边 |
标准(mm) |
0 |
深度≤0.5且长度≤10 |
深度≤0.5长度﹥10,≤20 |
深度﹥0.5或长度﹥20 |
|
|
|
||
|
分数 |
16 |
10 |
6 |
0 |
||||||
|
气孔 |
标准(mm) |
0 |
气孔≤Φ1.5数目:1个 |
气孔≤Φ1.5数目:2个 |
气孔>Φ1.5或数目>2个 |
|
|
|
||
|
分数 |
10 |
6 |
2 |
0 |
|
|
|
|||
|
角变形 |
标准(mm) |
0 |
≤0.5 |
﹥0.5,≤1 |
﹥1 |
|
|
|
||
|
分数 |
6 |
4 |
2 |
0 |
||||||
|
表面成形 |
标准(mm) |
优 |
良 |
一般 |
差 |
|
|
|
||
|
成形美观,鱼鳞均匀细密,高低宽窄一致 |
成形较好,鱼鳞均匀,焊缝平整 |
成形尚可,焊缝平直 |
焊缝弯曲,高低宽窄明显,有表面焊接缺陷 |
|
|
|
||||
|
分数 |
14 |
10 |
6 |
0 |
|
|
|
|||
|
反面 |
焊缝高度 |
标准(mm) |
0~3 |
>3或<0 |
|
|
|
|
|
|
|
分数 |
10 |
0 |
|
|
|
|
|
|||
|
咬边 |
标准(mm) |
无 |
有 |
|
|
|
|
|
||
|
分数 |
10 |
0 |
|
|
|
|
|
|||
|
气孔 |
标准(mm) |
无 |
有 |
|
|
|
|
|
||
|
分数 |
10 |
0 |
|
|
|
|
|
|||
|
反面成形 |
标准(mm) |
优 |
良 |
一般 |
差 |
|
|
|
||
|
分数 |
10 |
6 |
2分 |
0分 |
|
|
|
|||
|
未焊透 |
标准(mm) |
无 |
有 |
|
|
|
|
|
||
|
分数 |
20 |
0 |
|
|
|
|
|
|||
|
内凹 |
标准(mm) |
无 |
深度≤0.5 |
深度>0.5 |
|
|
|
|
||
|
分数 |
30 |
每2mm长扣5分(最多扣15分) |
0 |
|
|
|
|
|||
|
焊瘤 |
标准(mm) |
无 |
有 |
|
|
|
|
|
||
|
分数 |
10 |
0 |
|
|
|
|
|
|||
|
电弧擦伤 |
标准(mm) |
无 |
有 |
|
|
|
|
|
||
|
分数 |
10 |
0 |
|
|
|
|
|
|||
|
|
注:焊缝正两面有裂纹、夹渣、未熔合等缺陷、焊缝未盖面、焊缝表面及根部(反面)经修补或试件做舞弊标记的,该项作0分处理; |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
1. 正、反两面满分分别为100分,评分后除以2为实际得分。
2. 气孔检查可采用5倍放大镜。
|
日期 |
工作内容 |
地点 |
|
11月22日 |
全天: 裁判、选手、领队、教练等与会代表报到 10:00~17:00 分时段组织参观竞赛现场 裁判员分组检查各项准备工作 14:00~16:00 (1)抽签确定选手竞赛场次、工位,领取考试试件 (2)赛前答疑 17:00 封闭竞赛场地 |
哈尔滨华德学院汽配楼Q316 现代焊接技术训练中心
|
|
11月23日 |
上午: 8:30~9:00 开幕式 9:10 监考、选手佩戴胸牌入场准备比赛。 9:20~10:20 第一场板、板焊接技能竞赛 10:30~11:30 第二场板、板焊接技能竞赛
下午: 1:00 监考、选手佩戴胸牌入场准备比赛。 1:10~2:10 第一场管、管焊接操作技能竞赛 2:20~3:20 第二场管、管焊接操作技能竞赛 3:30 开始进行项目一、二总评 移至会场宣布比赛结果,领导总结讲话 5:00 晚餐(参赛院校经验交流)
|
现代焊接技术训练中心
注: 1.请各参赛队伍认真阅读比赛内容 2.各参赛选手比赛前自行调解焊接参数 |
申 诉 单
|
选手姓名 |
|
选手证号 |
|
|
竞赛工种 |
|
竞赛日期 |
|
|
通讯地址 |
|
电话号码 |
|
|
申诉内容 |
|
||
|
事由说明 |
|
||
申 诉 处 理 单
|
选手姓名 |
|
申诉时间 |
|
|
被投诉人员或部门 |
|
||
|
竞赛工种 |
|
竞赛日期 |
|
|
通讯地址 |
|
电话号码 |
|
|
申诉内容
|
|
||
|
调查情况 |
调查人: 日期: |
||
|
纠正措施 |
相关部门负责人: 日期: |
||
|
验证结果 |
验证人: 日期: |
||
|
黑龙江省职业院校第三届焊接技能大赛 抽签单(例)
参赛学校:___________________ 选手姓名:__________________
工 位: 选手证号:
场 次:
注:①一次性抽签,抽签单应妥善保存。 ②第一场实操考试时间: 第二场实操考试时间:
竞 赛 组 委 会 二○一三年十一月
(选手进场竞赛凭证) |
|
|
黑龙江省职业院校第三届焊接技能大赛 抽签单(例)
参赛学校:___________________ 选手姓名:__________________
工 位: 选手证号:
场 次:
注:①一次性抽签,抽签单应妥善保存。 ②第一场实操考试时间: 第二场实操考试时间:
竞 赛 组 委 会 二○一三年十一月
(会务留底) |
|
|
序号 |
参赛学校 |
选手姓名 |
选手证号 |
|
1 |
XX |
XX |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
注:选手的报到顺序号即为选手证号。
比赛场次: 比赛项目: 比赛日期:
|
工位号 |
选手姓名 |
开始时间 |
结束时间 |
比赛记录 |
备 注 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
监考员签字:
监考组长签字:
|
密码号 |
明码号 |
外观成绩 |
名次 |
备注 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|