中国铝业杯”第六届全国有色金属行业职业技能竞赛(焊工)竞赛规程
发布时间:2018-01-30 浏览量:3173本次焊工竞赛参赛选手的总成绩由理论知识考试成绩和实际操作考核成绩两部分组成,其中理论知识考试成绩占30%,实际操作考核成绩占70%。
二、理论知识考试
本次竞赛依据《焊工—国家职业标准》规定的相关理论知识和技能要求,并结合企业生产实际情况作为比赛理论命题依据。
1.试题类型:判断题、选择题等。以职业技能鉴定焊工(高级工)为主。
2.复习参考资料:
(1)《焊工—国家职业标准》中国劳动和社会保障出版社,统一书号:155045·411。
(2)《焊工—国家职业资格培训教程》(初级、中级、高级),中国劳动和社会保障出版社(2004.4),ISBN:7504538191/TH300。
(3)《焊工—职业技能鉴定指导》(初级、中级、高级),中国劳动和社会保障部出版社(2004.8),书号:ISBN.7-5045-4026-9/TH336。
(4)《焊工技师培训教材》机械工业出版社(2007.05),书号:ISBN.978-111-08698-7。
三、实际操作考核竞赛项目
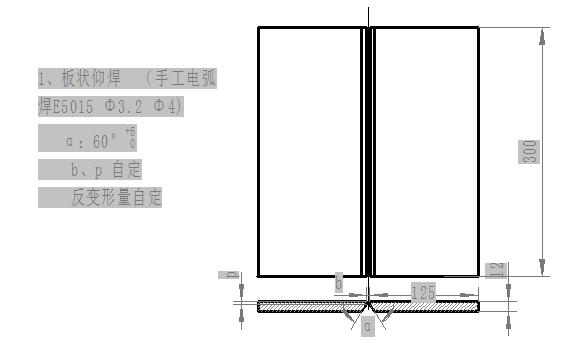
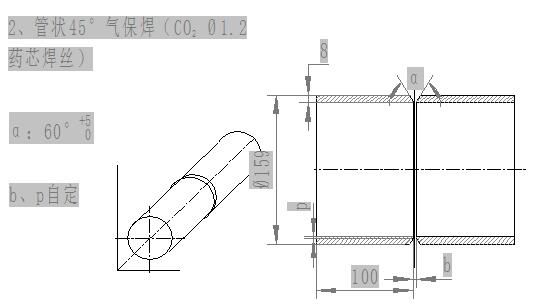
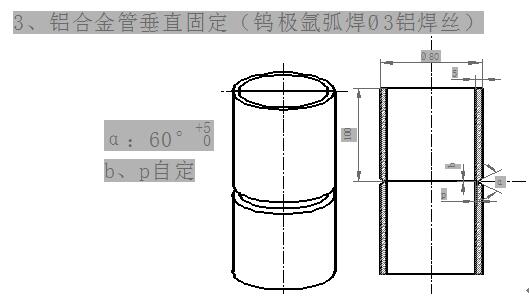
实际操作考核分三个项目(见表一和图1-图3)
表一:实际操作考核项目
|
比赛项目 |
材质 |
试件规格(mm) |
焊接方法 |
焊材型号、规格 (mm) |
坡口角度 |
|
仰板 |
Q345 |
300×125×12(一副) |
焊条电弧焊 |
焊条:φ3.2-Ф4.0(CHE507,相当于E5015) |
单侧:32±1° |
|
钢管:45°固定 |
20 |
Ф159×8×100(一副) |
CO2气体保护焊 |
CO2药芯焊丝Ф1.2(CHT711,相当于E501T-1) |
单侧:32±1° |
|
铝合金管垂直固定 |
5A06 |
Ф80×5×100(一副) |
钨极氩弧焊 |
Ф3焊丝(CHG-AL5356,相当于SAL5356) |
单侧32±1° |
四、实际操作考核试件的检测项目与评分标准
1.外观检测(50分)
(1)板状焊接:正反面焊缝全长(去除两端各20mm)。检测项目与评分标准见表二。
(2)Ф159×8对接管:焊缝正反面外观检查。检测项目与评分标准见表三。
(3)Ф80×5铝合金对接管:焊缝正反面外观检查,通球检验。检测项目与评分标准
见表四。
2.探伤检测(50分)
外观评定为0分的试件,不再进行探伤检测,此单项分数直接做0分处理。
(1)焊接试件射线底片评分标准参照:《压力容器无损检测》JB/T4730。
(2)评定区域:10×10mm。
(3)板:(板厚=12mm)拍1张;Ф159×8管拍4张;Ф80×5铝合金管拍2张。
(4)评分标准:(以所拍片中最差一张为判分依据)
1)--Ⅰ级无缺陷50分; 2)--Ⅰ级有缺陷40分; 3)--Ⅱ级片30分;
4)--Ⅲ级片为20分; 5)--Ⅳ级片为0分。
3.实际操作成绩占总成绩比重为70%
板状分值比重25%。其中:X射线探伤占50%,外观成绩占50%。
Ф159×8对接管分值比重25%。其中:X射线探伤占50%,外观成绩占50%。
Ф80×5铝合金对接管分值比重20%。其中:X射线探伤占50%,外观成绩占50%。
表二:手工电弧焊仰板板状试件外观检查项目及评分标准
|
明码号 |
|
裁判员签名 |
|
合计分 |
|
||
|
检查项目 |
标准、分数 |
焊 缝 等 级 |
实际得分 |
||||
|
Ⅰ |
Ⅱ |
Ⅲ |
Ⅳ |
||||
|
焊缝余高 |
标准(mm) |
0~2 |
>2,≤3 |
>3,≤5 |
>5,<0 |
|
|
|
分 数 |
4 |
3 |
1 |
0 |
|||
|
焊缝高低差 |
标准(mm) |
≤1 |
>1,≤2 |
>2,≤3 |
>3 |
|
|
|
分 数 |
4 |
3 |
1 |
0 |
|||
|
焊缝宽度 |
标准(mm) |
≤20 |
>20,≤21 |
>21,≤22 |
>22 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
焊缝宽窄差 |
标准(mm) |
≤1.5 |
>1.5,≤2 |
>2,≤3 |
>3 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
咬 边 |
标准(mm) |
0 |
深度≤0.5 且长度≤15 |
深度≤0.5 长度≤30 |
深度>0.5 或长度>30 |
|
|
|
分 数 |
10 |
7 |
5 |
0 |
|||
|
未焊透 |
标准(mm) |
0 |
深度≤0.5 且长度≤15 |
深度≤0.5 长度>15,≤30 |
深度>0.5 或长度>30 |
|
|
|
分 数 |
6 |
5 |
3 |
0 |
|||
|
背面焊缝 凹 陷 |
标准(mm) |
0 |
深度≤0.5 且长度≤15 |
深度>0.5,<1.0 长度>15,≤30 |
深度>1 或长度>30 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
错 边 量 |
标准(mm) |
0 |
≤0.5 |
>0.5,≤1 |
>1 |
|
|
|
分 数 |
4 |
2 |
1 |
0 |
|||
|
角 变 形 |
标准(°) |
0~1 |
>1,≤3 |
>3,≤4 |
>4 |
|
|
|
分 数 |
5 |
3 |
1 |
0 |
|||
|
焊缝外表 成形 |
标准(mm) |
优 |
良 |
一般 |
差 |
|
|
|
成形美观, 鱼鳞均匀细密,高低宽窄一致 |
成形较好,鱼鳞均匀,,焊缝平整 |
成形尚可,焊缝平直 |
焊缝弯曲,高低宽窄明显,有表面焊接缺陷 |
||||
|
分 数 |
5 |
3 |
1 |
0 |
|||
|
|
|
|
|
|
|
|
|
注:1.焊缝未盖面、焊缝表面及根部经修补或试件做舞弊标记则该单项作0分处理。
2.凡焊缝表面有裂纹、未熔合等缺陷之一的,该试件外观为0分。
表三:Ф159×8管状45°固定CO2气保焊
外观检查项目及评分标准(药芯焊丝)
|
明码号 |
|
裁判员签名 |
|
合计分 |
|
|||||
|
检查项目 |
|
实际得分 |
||||||||
|
Ⅰ |
Ⅱ |
Ⅲ |
Ⅳ |
|||||||
|
正面 |
焊缝余高 |
0~1mm |
>1mm,≤2mm |
>2mm, ≤3mm |
>3mm,<0mm |
|
||||
|
6分 |
4分 |
1分 |
0分 |
|||||||
|
高低差 |
0~1mm |
>1mm,≤2mm |
>2mm, ≤3mm |
>3mm |
|
|||||
|
7分 |
5分 |
3分 |
0分 |
|||||||
|
焊缝宽度 |
>14mm,≤17mm |
>17mm, ≤18mm |
>18mm, ≤20mm |
>20mm |
|
|||||
|
4分 |
2分 |
1分 |
0分 |
|||||||
|
宽度差 |
0~1mm |
>1mm,≤2mm |
>2mm, ≤3mm |
>3mm |
|
|||||
|
7分 |
5分 |
3分 |
0分 |
|||||||
|
咬边 |
无咬边 |
深度<0.5mm,且长度≤10mm |
深度<0.5mm,且长度>10mm,≤20mm |
深度>0.5mm,或长度>10mm |
|
|||||
|
10分 |
8分 |
6分 |
0分 |
|||||||
|
气孔 |
无气孔 |
气孔≤Ф1.5mm数目1个 |
气孔≤Ф1.5mm数目2个 |
气孔>Ф1.5mm 数目>2个 |
|
|||||
|
6分 |
4分 |
2分 |
0分 |
|||||||
|
角变形 |
标准(mm) |
0 |
≤0.5 |
>0.5, ≤1 |
>1 |
|
||||
|
分数 |
3分 |
2分 |
1分 |
0分 |
||||||
|
表面成形 |
优 |
良 |
一般 |
差 |
|
|||||
|
7分 |
5分 |
3分 |
0分 |
|||||||
|
反面 |
焊缝高度 |
0-3mm 5分,>3mm或<0 0分 |
|
|||||||
|
咬边 |
无咬边 5分,有咬边 0分 |
|
||||||||
|
气孔 |
无气孔 5分,有气孔 0分 |
|
||||||||
|
反面成形 |
优 |
良 |
一般 |
差 |
|
|||||
|
5分 |
3分 |
1分 |
0分 |
|||||||
|
未焊透 |
无未焊透 10分,有未焊透 0分 |
|
||||||||
|
内凹 |
无内凹 15分 |
深度≤0.5mm,每2mm长扣1分(最多扣15分)深度>0.5mm 0分 |
|
|||||||
|
焊瘤 |
无焊瘤5分,有焊瘤0分 |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
注:1.气孔检查采用5倍放大镜。
2.表面有裂纹、夹渣、未熔合等缺陷之一,外观作0分处理。
3.焊缝未盖面、焊缝表面及根部经修补或试件做舞弊标记的,该单项作0分处理。
表四:Ф80×5 铝合金管状垂直固定全氩弧焊
试件外观检查项目及评分标准
|
|
裁判员签名 |
|
合计分 |
|
|||||
|
检查项目 |
标准分数 |
焊缝等级 |
实际得分 |
||||||
|
Ⅰ |
Ⅱ |
Ⅲ |
Ⅳ |
||||||
|
焊缝余高 |
标准(mm) |
0~1 |
>1≤1.5 |
>1.5≤2.5 |
<0,>2.5 |
|
|||
|
分数 |
8 |
5 |
3 |
0 |
|||||
|
焊缝高低差 |
标准(mm) |
≤0.5 |
>0.5,≤1 |
>1,≤2 |
>2 |
|
|||
|
分数 |
5 |
3 |
1 |
0 |
|||||
|
焊缝宽度 |
标准(mm) |
>8,≤12 |
>12, ≤13 |
>13,≤14 |
>14 |
|
|||
|
分数 |
5 |
2 |
1 |
0 |
|||||
|
焊缝宽窄差 |
标准(mm) |
≤1 |
>1,≤1.5 |
>1.5,≤3 |
>3 |
|
|||
|
分数 |
7 |
4 |
1 |
0 |
|||||
|
咬边 |
标准(mm) |
0 |
深度≤0.5,且长度≤10 每2mm扣1分,最多扣5分 |
深度≤0.5,且长度>10,≤16 每2mm扣1分,最多扣8分 |
深度>0.5,或长度>16 |
|
|||
|
分数 |
10 |
10-扣分 |
10-扣分 |
0 |
|||||
|
根部凸出 |
标准(mm) |
通过Ф=0.9d(内径) |
|
||||||
|
分数 |
5(通过),0(不通过) |
||||||||
|
角变形 |
标准(mm) |
>0,≤0.5 |
>0.5,≤1 |
>1,≤1.5 |
>1.5 |
|
|||
|
分数 |
5 |
3 |
1 |
0 |
|||||
|
焊缝外观成形 |
标准(mm) |
优 |
良 |
一般 |
差 |
|
|||
|
成形美观,焊纹均匀细密,高低宽窄一致 |
成形较好,鱼鳞均匀,焊缝平整 |
成形尚可,焊缝平直 |
焊缝弯曲,高低宽窄明显,有表面焊接缺陷 |
||||||
|
分数 |
5 |
3 |
1 |
0 |
|||||
|
|
|
|
|
|
|
|
|
|
|
注:1.焊缝未盖面,焊缝表面及根部以修补或试件做舞弊标记则该单项作0分处理。
2.凡焊缝表面有裂缝、未熔合、焊瘤(>3mm)等缺陷之一的,该试件外观为0分。
3.表面重熔的,该试件外观为0分。
4.焊缝需沿一个方向焊接,两个方向对焊外观为0分。
五、理论知识考试考场纪律
1.理论考试时间为120分钟。采用笔试方法,闭卷考试。
2.参赛选手提前15分钟进考场。入考场前,由监考人员查验准考证,选手应按指定座位号入座。
3.笔试用的笔、纸由监考人员统一发给,选手不得携带任何物品(含手机等通讯工具)进入考场,违反者取消考试资格。
4、参赛选手应遵守考场纪律,服从监考人员指挥。选手应保持肃静,不准交头接耳,传递纸条,偷看他人试卷以及进行其它作弊行为。违反者取消比赛资格。
5.正式开考后迟到15分钟者,一律按自动弃权处理;开考30分钟后方可允许离开考场,但不得在考场周围高声谈论、逗留。
6.选手在试卷按规定位置和方式书写准考证号,考卷其它位置不得有任何暗示选手身份的记号或符号,否则试卷作废。
7.考试过程中有事可向监考人员举手示意,由监考人员负责处理。监考人员对涉及到考题的问题不得有任何解释和暗示行为。
8.考场中除指定的监考人员外,其它人员(如领导、新闻记者等)应经组委会特许并佩带标志方可进入。
9.考试时间到一律交卷(应连同草稿纸一起上交),否则试卷作废。
10.考试结束,由监考人员将试卷交保密员,在考场立即密封试卷号码后移交理论评分人员判卷。
六、实际操作考核规则
(1)参赛选手必须服从监考人员指挥,在操作比赛中凡违反规则者,监考人员必须予以制止,对劝阻不听者,监考应立即向裁判长汇报,对选手做出处理。
(2)赛场内应保持肃静,不得喧哗和相互讨论。比赛过程中如发现问题,应立即向监考人员反映。
(3)除当场次的参赛选手及指定负责该场次的监考人员、工作人员外,有关领导及新闻宣传报导人员应在组委会负责人陪同下进入赛场。并佩戴规定的标志,并遵守赛场纪律。
(4)监考人员及赛场工作人员与参赛选手只能进行有关工作方面的必要联系,不得进行任何提示性交谈。其他允许进入赛场的人员,一律不准与参赛选手交谈。任何在赛场的人员,不准干扰参赛选手的正常操作。发现营私舞弊者,立即停止工作,取消其监考资格和解除职务,并将情况通知其所在单位做出处理。
(5)焊接比赛正式开始后一律不准使用电动工具。
(1)参赛选手按抽签确定的比赛场次到工位进行试件组对。
(2)领取试件需出示选手证和抽签场次号,经工作人员认可后,在试件流转卡上填写准考证的号码及比赛场次,凭试件流转卡领取焊条,按指定时间进行试件组对。
(3)每位选手一套试件,组对前选手应检查试件是否符合要求,一般不准调换。若有异议,由裁判长决定是否调换。
(4)试件在组对过程中如不慎装废,由选手自己修复,不得调换。
(5)试件组对要求。
①组对时试件的间隙、钝边、反变形均由参赛选手自定,组对时间为50分钟。
②组对时的定位焊应采用与正式焊接相同的焊接方法和焊接材料,定位焊在正面坡口内,定位焊点数不得超过三点,每段长度≤20mm。
(1)选手在正式比赛前15分钟凭比赛抽签号(场次、工位)到焊材库领取焊材、到工位检查确认试件。以发令信号(电铃)为准,开赛迟到10分钟及以上者,按自动弃权处理。
(2)选手试电流只能在专门发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。试件焊缝中心距地面高度在300-1200mm之间。
(3)操作比赛,以发令信号(电铃)为准方可开焊。
(4)试件施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向。如遇清理焊缝使试件移位,应在监考人员监督下恢复原位。试件未焊完不准取下(不包括最后表面清理)。不得在试件上作任何标记(包括电弧划伤),否则,该单项按0分处理。
(5)施焊过程中,若试件焊废不予补发,但允许选手在比赛时间内自行手工修复,焊缝的正、反表面不准修复补焊,若经修复则该试件不予评分。
(6)由于停电或设备出现故障而影响操作时,选手有权提出,经裁判长核实情况,若确定该试件的质量已受影响,可调换正在施焊的这一试件,时间另计。
(7)比赛过程中,选手若需休息、饮水、上洗手间,一律计算在操作时间内。
(8)焊条按比赛规定的规格发放,参赛选手必须按各项目指定的焊条规格进行施焊。若发现违反规定者,除该试件不予评分外,不再补发焊条。每场比赛用剩的焊条、焊丝应及时清理回收。
(9)比赛完毕,选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形。清理好的试件交监考检查,监考如发现选手对试件未清理干净,有权督促选手返工。对清理好的试件由监考会同选手将试件交指定地点封号,并在流转卡上双方签字,由监考人员交监审组密封。
(10)特别提示
①全部试件均采用单面焊双面成形完成。
②板状对接焊采用一个方向焊接,不得由中间向两端焊或由两端向中间焊。
(11)全部实操焊接时间为130分钟,到时停电。
(12)按国家有关规定正确穿戴劳保用品;按安全生产操作规程进行操作。
七、实际操作考核项目使用设备、辅材及其他(承办方提供)
1.焊机:山东奥太电气有限公司提供:WSME -315交直流氩弧焊机,二氧化碳焊机NBC-350。
2.焊材:四川大西洋焊接材料股份有限公司提供:焊条:φ3.2-Ф4.0(CHE507,相当于E5015);CO2药芯焊丝Ф1.2(CHT711,相当于E501T-1);Ф3焊丝(CHG-AL5356,相当于SAL5356)。
八、参赛选手自备工(用)具
锤子(尖口、圆头各一把)、凿子、锉刀、钢丝刷、不锈钢丝刷、砂纸、钢直尺、钢角尺、水平尺、活动板手、直磨机、角磨机、钢丝钳、钢锯条、劳动防护用品(工作服、手套、鞋帽、面罩、平光镜)、Ф2.4钨极。
不允许带夹具。
九、其它
本技术文件解释权归“中国铝业杯”第六届全国有色金属行业职业技能竞赛组委会。